歡迎訪問萊州華銀試驗儀器有限公司官方網站!


常見問題
什么是硬度?硬度計該怎么分類?山東的廣大硬度計客戶、公司是否也遇到同樣的問題呢?用專業術語來說,硬度表示材料抵抗硬物體壓入其表面的能力。硬度是衡量金屬材料的重要性能的指標之一。一般來說,硬度越高,耐磨性也就越好。常用的硬度指標有里氏硬度、布氏硬度、洛氏硬度和維氏硬度等等。那硬度計的分類有哪些呢?
1. 布氏硬度:以一定的載荷(一般3000kg)把一定大小(直徑一般為10mm)的淬硬鋼球壓入材料表面,保持一段時間,去除載荷后,計算出負荷與其壓痕面積之比值,即為布氏硬度值(HB),常用單位是公斤力/mm2 (N/mm2)。(布氏硬度計)
2. 洛氏硬度:當HB>450或者被測試工件試樣過小時,就無法使用布氏硬度計來測量,應該選用洛式硬度計,它是用一個頂角120°的金剛石圓錐體或直徑為1.59、3.18mm的鋼球,在一定載荷下壓入被測材料表面,由壓痕的深度計算得出材料的硬度。根據試驗材料硬度的不同,分三種不同的標度來表示: HRA:是采用60kg載荷和鉆石錐壓入器求得的硬度,用于硬度極高的材料(如硬質合金等)。 HRB:是采用100kg載荷和直徑1.58mm淬硬的鋼球,計算得出的硬度,用于硬度較低的材料(如退火鋼、鑄鐵等)。 HRC:是采用150kg載荷和鉆石錐壓入器計算得出的硬度,用于硬度很高的材料(如淬火鋼等)。(華銀洛氏硬度計)
3. 維氏硬度:以120kg以內的載荷和頂角為136°的金剛石方形錐壓入器壓入材料表面,用材料壓痕凹坑的表面積除以載荷值,即為維氏硬度HV值(kgf/mm2)4里氏硬度用規定質量的沖擊體在彈力作用下以一定速度沖擊試樣表面,用沖頭在距離試樣表面1mm處的回彈速度與沖擊速度之比計算出的數值,因LEEB博士提出而得名,故而叫里氏硬度換算公式:1.肖氏硬度(HS)=勃式硬度(BHN)/10+12 2.肖式硬度(HS)=洛式硬度(HRC)+15 3.勃式硬度(BHN)= 洛克式硬度(HV) 4.洛式硬度(HRC)= 勃式硬度(BHN)/10-3。(維氏硬度計廠家)
硬度計的潤滑:在硬度計的使用過程中,定期在絲桿與手輪的接觸面注入適量的機油.
硬度計的保潔:應用防塵罩將機器罩好 ,如果 硬度計長期不用時。
兩種都是測試硬度的標準,區別在于測量方法不同。
布氏硬度(萊州華銀硬度計)
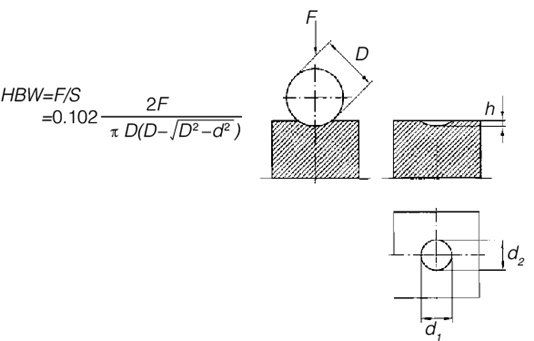
用一定直徑的鋼球或硬質合金球,以規定的試驗力(F)壓入式樣表面,經規定保持時間后卸除試驗力,測量試樣表面的壓痕直徑(L)。布氏硬度值是以試驗力除以壓痕球形表面積所得的商。以HBS(鋼球)表示,單位為N/mm2(MPa)。
其計算公式為:F/π(d/2)2
式中:F--壓入金屬試樣表面的試驗力,N;
D--試驗用鋼球直徑,mm;
d--壓痕平均直徑,mm。
測定布氏硬度較準確可靠,但一般HBS只適用于450N/mm2(MPa)以下的金屬材料,對于較硬的鋼或較薄的板材不適用。在鋼管標準中,布氏硬度用途最廣,往往以壓痕直徑d來表示該材料的硬度,既直觀,又方便。布氏硬度試驗還可用于有色金屬和軟鋼,采用小直徑球壓頭可以測量小尺寸和較薄材料。布氏硬度計多用于原材料和半成品的檢測,由于壓痕較大,一般不用于成品檢測。
舉例:120HBS10/1000/30:表示用直徑10mm鋼球在1000Kgf(9.807KN)試驗力作用下,保持30s(秒)測得的布氏硬度值為120N/ mm2(MPa)。
以一定的載荷(一般3000kg)把一定大小(直徑一般為10mm)的淬硬鋼球壓入材料表面,保持一段時間,去載后,負荷與其壓痕面積之比值,即為布氏硬度值(HB),單位為公斤力/mm2 (N/mm2)。
洛氏硬度(布氏硬度計哪家好)
用一定大小的載荷P把直徑為D的淬火鋼球壓入被測金屬材料表面,保持一段時間后卸除載荷。載荷P與壓痕表面積F的比值即為布氏硬度值,記作HB。(萊州華銀硬度計)
中文名布氏硬度外文名Brinell Hardness應用學科物理應用范圍8~650HBW
布氏硬度(HB)一般用于材料較軟的時候,如有色金屬、熱處理之前或退火后的鋼鐵。
布氏硬度(HB)是以一定大小的試驗載荷,將一定直徑的淬硬鋼球或硬質合金球壓入被測金屬表面,保持規定時間,然后卸荷,測量被測表面壓痕直徑。
布氏硬度值是載荷除以壓痕球形表面積所得的商。一般為:
以一定的載荷將一定大小的淬硬鋼球壓入材料表面,保持一段時間,去載后,負荷與其壓痕面積之比值,即為布氏硬度值(HB),單位為公斤力/ (N/ )。(洛氏硬度計)
測試載荷與測試鋼球的直徑需根據材料的實際性能再確定。(萊州華銀硬度計)
布氏硬度壓痕間距
在布氏硬度試驗中,壓痕之間和壓痕距試樣邊緣應有一定距離,壓痕距離過近,在第一 個壓痕周圍產生的變形硬化區會使其后試驗所產生的壓痕變形受到阻礙。同時,第二個壓 痕變形的擴展也會引起第一個壓痕對沿直徑方向產生變化。壓痕中心距試樣邊緣距離也不 應過小,如果太小,試樣邊緣處會發生明顯塑性變形而引起壓痕畸形,但考慮到布氏壓頭球 最大直徑10 mm,對于面積較小的試樣,規定過大的壓痕間距是不實用的,故標準要確定一 個合理的壓痕間距,實驗觀測表明,在一般情況下,壓痕周圍硬化區的寬度均不超過壓痕直 徑的一半。標準修訂后對此規定進行了修改。
GB/T 231—84中對壓痕間距及壓痕距試樣邊緣距離規定為壓痕中心距試樣邊緣的 距離不應小于壓痕平均直徑的2. 5倍。兩相鄰壓痕中心間距離不應小于至少為壓痕平均直 徑的4倍。布氏硬度小于35時,上述距離應分別為壓痕平均直徑的3倍和6倍”。(萊州華銀硬度計)
新標準修訂后修改如下:
“任一壓痕中心距試樣邊緣的距離至少為壓痕平均直徑的2. 5倍。兩相鄰壓痕中心間 距離至少為壓痕平均直徑的3倍”。
修改的原因是等效ISO 6506-1,且試驗結果表明,這些修改對于試驗結果均無影響。(萊州華銀硬度計)
在用靜態力測定硬度的方法中,維氏硬度試驗方法是最精確的一種,這種方法測量硬度 的范圍較寬,可以測定目前所使用的絕大部分金屬材料的硬度。當試驗材料的結構較均勻 時,采用不同試驗力獲得的維氏硬度試驗結果相近。維氏硬度的壓痕為正方形,輪廓清晰, 用測量對角線長度方法計算的硬度值精確度高、重復性好。(華銀硬度計)
按照試驗力的范圍劃分,本方法可細分為維氏硬度試驗、小負荷維氏硬度試驗和顯微維 氏硬度試驗方法。可根據試驗面積的大小.試樣的厚度、試樣的硬度選用三種方法.對具有 滲碳層、滲氮層等薄表面層的硬度測定以及極薄材料硬度的測定,可在很小試驗力條件下進 行試驗(洛氏硬度計廠家)
新標準在合并原3個標準的基礎上,調整了適用的壓痕對角線長度范圍。(布氏硬度計)
里氏硬度試驗:用沖頭回彈速度與沖擊速度比值計算硬度,對不同沖擊裝置用相應符號 表7K。
傳統布氏與測深布氏硬度檢測比較
一、傳統布氏硬度檢測的優缺點(萊州華銀硬度計)
傳統的布氏測量法用一定直徑的硬質合金球,在規定的試驗力F作用下壓入試樣表面,經過一定的試驗力保持時間后卸除試驗力,測量留在試樣表面的壓痕直徑d,布氏硬度用試驗力除以壓痕表面積S的商來計算。這種方法的優點是:壓痕較大,硬度值受試樣組織顯微偏析及成分不均勻的影響輕微,檢測結果分散度小,復出性好,與材料的抗拉強度值有較好的對應關系,所以能比較客觀地反映出材料的真實力學性能。由于布氏硬度試驗方法的上述優點,在工業領域得到廣泛應用,被用于檢測鑄件、鍛件、鋼材、調質及退火、正火熱處理零件以及有色金屬,成為應用最廣泛、最常用的硬度檢測方法之一。傳統的布氏硬度測量最具有以下缺點:
1.對試樣檢測時步驟較多,且檢測時間較長
布氏硬度檢測方法是通過試樣表面壓痕來獲得的,在進行布氏硬度檢測時首先要選擇一定的實驗力及一定直徑的壓頭加力到試樣上,然后用專用的讀數顯微鏡測量壓痕直徑,最后根據測得的壓痕直徑查表得到布氏硬度值,整個步驟繁瑣且耗時較長。
2.容易引入人為誤差(萊州華銀硬度計)
傳統的布氏硬度檢測都是采取人工的方式利用讀數顯微鏡來讀取壓痕的,這樣就會因為人為的種種因素對壓痕的直徑讀取有所偏差。
3.勞動強度大
布氏硬度壓痕的直徑一般只有4mm左右,一天幾百個壓痕測下來會讓人有眼花和疲勞的感覺;
4.不能在曲面上測試
根據布氏硬度檢測原理,布氏硬度試驗只能在平面上測試,對于曲面試樣,要用機械或人工的辦法打磨出一個小平面,然后才能進行布氏硬度檢測。
硬度是評定金屬材料力學性能常用指標之一,就已經標準化的金屬硬度試驗方法而言, 硬度的實質是材料抵抗另一較硬材料壓入的能力。目前,我國已經有了金屬布氏硬度、維氏 硬度、洛氏硬度、里氏硬度、努氏硬度和肖氏硬度試驗方法國家標準,由于每種硬度試驗方法 原理不同,故“硬度”本身是一個不確定的物理量,即對同一試樣,用不同方法測定的硬度值 完全不同,各種硬度反映的是在各自規定的試驗條件下所表現的材料彈性、塑性、強度、韌性 及磨損抗力等多種物理最的綜合性能。(萊州華銀硬度計)
過去在很長的一段時間內,我國沒有自己的硬度與強度換算表,而只是引用國外的換算表。但在使用中,由于材料的化學成分、加工工藝、試樣的幾何尺寸等因素以及各國測量儀器的精度、硬度與強度換算關系建立的基礎和數據處理手段不同,發現各種換算數值間差異較大。另外,由于國內沒有統一的標準,各自使用不同的換算表,因而易造成硬度與強度換算數值混亂。鑒于此,中國計量科學研究等單位從1965年開始,在建立起布氏、洛氏、維氏和表面洛氏硬度基準和力值基準的基礎上,通過大量試驗和分析研究,探討了黑色金屬的各種硬度和強度之間的對應關系,經過生產驗證,制定了我國自己的適合于9個鋼系及不分鋼種的《黑色金屬硬度及強度換算表》。在驗證工作中,有一百多個單位參加,共加工了三千多試樣,測出三萬多個數據。驗證數據比較均勻地分布于換算曲線的兩側,其結果基本符合正態分布,即這些換算表是基本符合實際的,可用的。(萊州華銀硬度計)
這些換算表曾與10個國家的同類換算表進行過國際比對,我國的換算值大致為各國換算值的平均值。
《黑色金屬硬度及強度換算表》是1973年12月國家技術鑒定會議通過的,最初的標準號為“GB 1172—74”,后經1999年確認,目前的標準號為“GB 1172—99”。(萊州華銀硬度計)
1975年2月國家標準計量局組織中國計量科學研究院會同原航天工業部、航空工業部、冶金工業部、電子工業部等下屬有關單位組成課題小組,另外還有18個科研、生產單位承擔協作任務。經數年的努力在國產材料的基礎上,根據近八萬個試驗和驗證數據形成的20組換算公式,列出了9個換算標尺,建立起了我國自己的“鋁合金硬度與強度換算”標準,該標準于1982年4月經審定會議審定通過,1983年頒布。該換算表包括了黃銅(H 62、HPb59—1)的硬度與強度換算、鈹青銅(QBe 2)的各種硬度與抗拉強度(σb)、屈服強度(σ0.2)及彈性極限(σ0.01)的換算等。其國家標準號為GB 3771—83。
布氏硬度檢測方法介紹
布氏硬度檢測方法是由瑞典工程師J.A.Brinell在1899年到1900在研究熱處理對軋鋼組織影響時提出來的。這種硬度檢測方法是使用最早的一種硬度檢測方法,之所以至今仍具有很廣泛的應用,是因為布氏硬度檢測方法所得的壓痕較大其硬度值受被測試樣成分不均勻影響小,檢測結果分散度小,復現性好,可以很好的反映出材料的真實硬度值。
一、布氏硬度檢測原理及計算公式(萊州華銀硬度計)
用一定直徑的硬質合金球,在規定的試驗力F作用下壓入試樣表面,經過一定的試驗力保持時間后卸除試驗力,測量留在試樣表面的壓痕直徑d,布氏硬度用試驗力除以壓痕表面積S的商來計算。計算公式如下所示:
二、布氏硬度檢測方法的應用范圍(萊州華銀硬度計)
布氏硬度檢測時所用的壓力及壓頭直徑都較大,所得到的壓痕直徑也較大,這就決定了這種硬度檢測方法適合于檢測具有大晶粒的金屬材料,例如,鑄件、鍛件、鋼材、調質及退火、正火熱處理零件以及有色金屬及其合金等。特別是對一些軟金屬具有很精準的檢測性能例如,鋁、銅、鉛、錫、鋅及其合金。
布氏硬度檢測方法在實際應用中也有著其局限性,這種檢測方法首先是要對被測的試樣施加一定的試驗力,然后還要用專用的光學儀器來讀取壓痕,最后查表才能得到布氏硬度值。檢測過程操作時間較長且步驟較多,再有由于試驗力及壓頭直徑的選擇都比較大其得到的壓痕也一般較大,屬于有損的檢測方式。
三、使用布氏硬度檢測方法時的注意事項(萊州華銀硬度計)
1. 在工業生產中檢測工件布氏硬度值應嚴格遵照國家相關標準執行。
2. 一般情況下檢測時的環境溫度應在10~35℃之間。
3. 布氏硬度檢測中關于試驗力及壓頭直徑的選擇請按國家標準相關規定選擇。
4. 試樣在檢測前也應保證其表面平整光滑,沒有氧化物和其它污物。
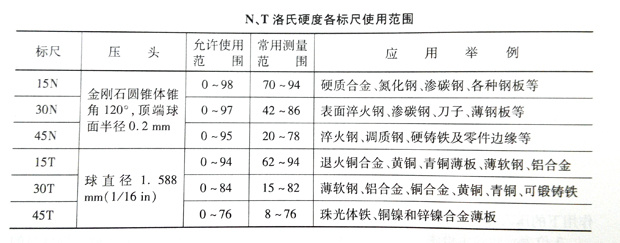
在對金屬材料進行洛氏硬度檢測時,必須根據金屬材料的性質選擇與其相匹配的洛氏標尺,在我國國家標準GB/T 230.1—2004《金屬洛氏硬度試驗 第1部分:試驗方法》中共有15個標尺,其中所括A、B、C、D、E、F、G、H、K9個標尺及表面洛氏N、T的 6個標尺。標尺參數見下表:
標尺應用的原則:(萊州華銀硬度計)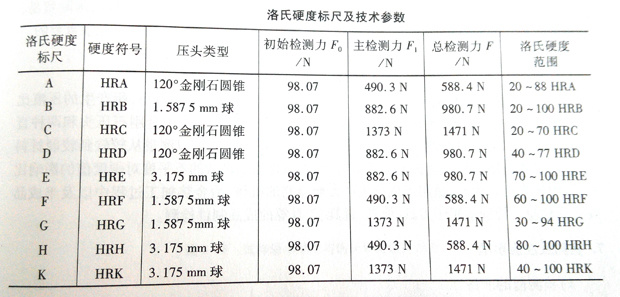
HRA
適用于測定堅硬或薄硬材料硬度,如硬質合金、滲碳后淬硬鋼、經硬化處理后的薄鋼帶、薄鋼板等。因為對于HRC>67的材料若仍用較大的試驗力的話材料的硬度值很高這就容易損壞儀器的壓頭,HRA標尺所用的試驗力較小,且壓頭形狀為圓錐形適合于此類材料的洛氏硬度檢測。
HRB
適用于測定中等硬度的材料,如經退火后的中碳和低碳鋼、可鍛鑄鐵、各種黃銅和大多數青銅以及經固溶處理時效后的各種硬鋁合金等。適用范圍是20~100HRB。當材料的硬度過小時在材料的金屬蠕變行為影響下,此種材料在試驗力的作用下變形將持續很長的時間,表上的指針或光學投影刻度將長時緩慢移動,驗證以準確測量。反之當材料的硬度值過大時,由于HRB的球壓頭受到總實驗力的作用壓入過淺,而使儀器的靈敏度降低,影響測量的精度。
HRC
最適用于測定經淬火及低溫回頭后的碳素鋼、合金鋼以及工、模具鋼,也適用于測定冷硬鑄鐵,珠光體可鍛鑄鐵、鈦合金等。
HRD
是介于HRA和HRC之間的一種標尺,適用于壓入深度介于A和C標尺之間的各種材料,如表面熱處理強化后的鋼試樣,珠光體可鍛鑄鐵等。
HRE
適用于測定一般鑄鐵、鋁合金、鎂合金、軸承合金及其他類似軟金屬。
HRF
適用于韌化黃銅、紫銅、一般鋁合金等。
HRG
適用相當于HRB近于100的材料。因為這時可比HRB檢測近于100時的靈敏度高。
HRH
適用于鋁、鋅、鉛等軟金屬合金,因為H標尺使用壓頭直徑大;檢測力又小,且可迅速直接讀數。
HRK
適用于軸承合金和其他軟金屬材料。
D、E、F、G、H、K標尺均是在A、B、C標尺的基礎上增添的,增添后的標尺細化了洛氏硬度檢測,使洛氏硬度測更加精準。
萊州華銀硬度計
維氏硬度檢測方法介紹(萊州華銀硬度計)
維氏硬度檢測的方法是1924年由史密斯和桑德蘭德合作首先提出的,1925年由英國維克斯-阿姆斯特朗公司制出第一臺維氏硬度計,因而人類習慣的把這種硬度檢測方法叫做維氏硬度檢測方法。這種硬度檢測方法可檢測的范圍非常廣,除了特別小和薄的試驗層樣品外,可覆蓋所有的金屬。和布氏、洛氏法比較,維氏所獲得的壓痕不受檢測力的影響,并具有相似幾何形狀,對任一性質相同的材料在變換檢測力后所得到的硬度值的一致性非常好。由于維氏硬度檢測所使用的壓頭為面角136°的正四棱錐體金剛石壓頭,所以其壓痕為輪廓清晰的正方形,對角線的測量精度高,保證了硬度測量精度的可靠性。
維氏硬度檢測方法原理(萊州華銀硬度計)
維氏硬度檢測的原理是,用面角136°的正四棱錐體金剛石壓頭,在一定的靜檢測力作用下壓入試樣的表面,保持規定時間后,卸除檢測力,測量試量表面壓痕對角線的長度,根據壓痕對角線的長度計算出壓痕的凹印面積,維氏硬度是檢測力除以壓痕表面積所得的商,壓痕被視為具有正方形基面并與壓頭角度相同的理想形狀。
依據維氏硬度的檢測中,檢測大小差別,可應用到三種類型的維氏硬度檢測儀器,分別是:金屬維氏硬度試驗方法、金屬小負荷維氏硬度試驗方法;金屬顯微維氏硬度試驗方法三個不同維氏硬度檢測標準。
維氏硬度檢測方法因其只有一個統一的標尺所以更加適合于檢測同一金屬材料經過各種處理后,硬度值的變化。
檢測前注意事項(萊州華銀硬度計)
1. 用于進行維氏硬度檢測的硬度計和壓頭應符合GB/T 4340.2的規定。
2. 檢測時的環境溫度應控制在10~35℃范圍內,對精密度要求較高的檢測,應控制在(23±5)℃內。
3. 被檢測的試樣表面應平坦光潔。具體要求是:維氏硬度試樣的表面粗糙度應小于0.4(Ra)/μm;小負荷維氏硬度試 樣表面粗糙度應小于0.2(Ra)/μm;顯微維氏硬度試樣表面粗糙度應小于0.1(Ra)/μm。
4. 試樣或檢測層厚度至少應為壓痕對角線長度的1.5倍。
5. 用小負荷和顯微維氏檢測時,如試樣特小或不規則時,應將試樣鑲嵌或用專用夾具夾持后測試。
6. 在對試樣進行維氏硬度檢測時檢測力的選擇要根據試樣硬度、厚薄、大小等情況進行合理選擇。
7. 檢測時從加力開始至全部檢測力施加完畢的時間應在2~10秒之間,對于小負荷維氏和顯微維氏硬度檢測,壓頭下降速度應不大于0.2mm/s。檢測時力保持的時間為10~15s,對于特別軟的材料保持時間可以延長,但誤差應在2s之內。
8. 對于鋼、銅及銅合金試樣來說在進行維氏硬度檢測時壓痕中心至試樣邊緣距離應不小于壓痕對角線長度的2.5倍,輕金屬、鉛、錫及其合金至少應為壓痕對角線的3倍以上。兩相鄰壓痕中心之間距離,對于鋼、銅及銅合金至少應為壓痕對角線的3倍,對于輕金屬、鉛、錫及其合金至少應為壓痕對角線長度的6倍。
9. 在平面上壓痕兩對角線長度之差不應超過對角線平均值的5%,如果超出請在檢測報告中注明。
10. 在曲面度樣上檢測,其結果應參照相關標準中的修正值予以修正。
11. 在一般情況下,建議對每個試樣檢測三個點的硬度值。
真正的里氏硬度計是符合國家標準和國際標準且具有互換一致性的。雖然中國有關部門制定了里氏硬度計國家標準,有些生產廠家的硬度計技術實力由于達不到生產符合標準里氏硬度計的水平,因此采用修正的方法生產里氏硬度計,其產品雖也名為里氏硬度計,但與真正的里氏硬度計相去甚遠,原本測值不準的硬度計經過修正后也可以達到測試硬度試塊準確的要求,因此用戶要選擇好里氏硬度計需要注意真正里氏硬度計的以下特征: 里氏硬度計
①沖擊裝置具有互換性。里氏硬度計的一臺主機可以同時配置七種不同類型的沖擊裝置;若干支同一種類的沖擊裝置可以配置在一臺主機上。
②沖擊裝置的沖頭具有可更換性。里氏硬度計沖擊裝置的沖頭具有可更換性。同一種類沖擊裝置的沖頭可以相互替換而不影響測值。
③里氏硬度計不具有可調整性。里氏硬度計出廠后不具有可調整性,由于球頭的磨損造成測值不準時,應采用更換球頭的辦法解決。
④里氏硬度計測量誤差在硬度的全范圍滿足標準要求。里氏硬度計測量誤差在硬度的整個范圍從低到高都是滿足標準規定的誤差要求的。
經常使用硬度塊來檢測硬度計的性能是非常重要的。在附件箱里有1個或2個硬件塊作為硬度計的標準配備。你也可以從本公司銷售部購得與你試件硬度值接近得硬度塊。請你與最近的本公司代理聯系,獲得詳細情況。
用試塊進行檢查的步驟如下:
1. 選擇一個與試件硬度值相近的硬度塊。
2. 把硬度塊放到試臺上。
3. 在硬度塊上壓一個壓痕并進行測量,看看你得出的測試值是否在硬度塊標定值的誤差允許范圍內,允許范圍詳見附錄A-硬度計間接檢驗。
4. 如果在允許誤差范圍內,那就說明硬度計工作正常,你可以進行你的測試工作。
5. 如果測試結果與硬度塊的值差很大,那就檢查看一看你的測試設置和測試方法是否與通用的方法和規范一致。
6. 如果這樣還是沒有解決問題,那就繼續在硬度塊上進行一系列的硬度值測試,看看測試結果的分布是怎樣的:是分布范圍很廣呢,還是只集中在一個很小的范圍內? 如果測試結果很分散,那最大的可能是測試方法有誤,或你在測量是讀數讀錯了。重新讀一遍第五章的“測量對角線”。 如果測試結果只是集中在一個很小的范圍內,但與硬度塊的值都有一個大致相等的偏差,那究竟存在什么問題就很難說清楚。在這種情況下,請聯系你最近的本公司代理商檢查維修。
1. 關掉電源開關。拔出電源線。
2. 把燈源線從插座中拔出,一手扶住燈源座,一手旋出燈源座后蓋,取出裝有LED的燈蓋(旋出后蓋時燈源座不能轉動)。
3. 換上LED后,把后蓋重新旋上燈源座中,然后把燈源線插入座中。
4. 插上電源插座,打開電源開關,按鍵盤上〈←〉鍵,把光源調到最亮。
5. 觀察測微目鏡,調整燈源座上2個燈源中心調節螺釘,使目鏡內視場光線明亮、均勻。
1. 關掉電源開關。拔出電源線。
2. 保險絲裝在硬度計電源插座內,位于開關和電源插孔中間,跟換時需用一把小的一字螺絲刀輕輕插入保險盒蓋中,把保險絲盒撬出,取出里面的保險絲。
3. 取出保險絲,看看里面的細絲是否斷裂。如果你不能決定保險絲是否壞了,可以用歐姆表來檢查細絲是否是好的。
4. 如果保險絲已損壞,請安裝一個新的保險絲(保險絲盒內有備用保險絲一個)。
5. 把保險絲盒推回原處。
